铝压铸件在进行制作的过程中是一种压力铸造的零件,在进行使用时装好铸件模具的压力铸造机械压铸机,在进行使用时将加热为液态的铝或者是铝合金浇入压铸机的入料口,经压铸机压铸,铸造出模具限制的形状和尺寸的铝零件或铝合金零件,这样的零件通常就被叫做铝压铸件。
铝压铸件的使用优点
1. 铝压铸件在程度上可以制造其形状复杂、轮廓清晰以及薄壁深腔的金属零件。因为熔融金属在高压高速下保持高的流动性,因而能够获得其他工艺方法难以加工的金属零件。
2.铝压铸件的尺寸的精度是比较高的,在进行使用时可以达到IT11—13级,有时可达IT9级,表面粗糙度达Ra0.8—3.2μm,互换性好。
3.铝压铸件材料。由于压铸件的精度较高,只需经过少量机械加工即可装配使用,有的压铸件可直接装配使用。其材料利用率约60%--80%,毛坯利用率达90%。
4.生产。由于高速充型,充型时间短,金属业凝固,压铸作业循环。在各种铸造工艺中,压铸方法生产率比较高,适合大批量生产。方便使用镶嵌件。易于在压铸模具上设置定位机构,方便嵌铸镶嵌件,满足压铸件局部性能要求。
铝铸件的一次氧化物夹杂按其形状可以分为两类,一类是宏观组织中分布不均匀的大块夹杂物,这类夹杂物,使合金组织不连续,降低工件的气密性能,成为腐蚀的根源,明显降低铝合金的强度和塑性,也往往成为零件的裂纹源,类氧化物夹杂是指细小的、弥散的夹杂物,即使经过仔细净化也不能全除去,它使金属液粘度增大,降低凝固时铝液的补缩能力,易造成铸件的缩松。
铝铸件在后续的生产过程中,激光焊接是经常会用到的,其青岛铝压铸件在进行激光焊接的时候会遇到多种问题,主要是因为其铝合金是一种有色金属,在运行时会对各种光线具有其强烈的反射性,激光作为一种激烈的光束,在铝合金的表面容易造成反射。除此之外,铝合金具有的导热性,容易在用激光焊接的时候,反射激光或者是将激光的热量导移出去,比较终导致铝合金的焊接失败。
铝铸件在激光焊接铝合金的时候,在进行操作时要严格注意并且可以提高其激光的功率密度,防止被反射或者被传导,争取在极端的时间用的密度对铝合金进行焊接,这样就可以避免反射性等问题的出现。
铝铸件在进行操作时因为有活泼、易被氧化性,在其表面容易附着大量的灰尘水分等,因此在焊接的过程中,表面附着的东西容易随着激光的焊接留在铝合金表面,从而影响铝合金的质量和焊接的效果。因此,在焊接之前,需要对铝合金表面进行清洁,将表面的油污等清理掉。同时防止在焊接时发生氧化作用造成爆炸等威胁,也要对表面的氧化膜进行的清洁。
铝铸件在进行操作的过程中,其大部分都会的集中在其表面或者是内部,这两个部分会出现气孔和砂眼等,一般情况下使用传统的方式的话就是使用电焊机来进行修补,这种修补方式在焊接过后会使焊点的硬度过于偏高,容易使铝铸件的内部出现应力,容易产生变形和裂痕,焊接后还需要进行退火热处理才能达到要求。
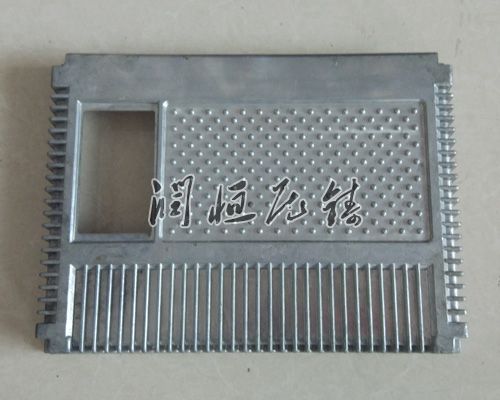
铝铸件在使用时对其物件进行修补磨损处的话,在使用时会因为在焊接的过程中会产生的热量是非常小的,因此焊接修补出来的铝铸件基本没有硬点的产生,没有色差的影响,没有咬边和应力,以及没有裂痕的出现。板类铝铸件一般高度不高,但大平面面积较大。一般情况下壁厚较为均匀,铝铸件上筋板纵横交错。
1.由于大平面面积较大,容易产生弯曲或扭曲,其解决的方法为,首先,冒口尽可能不设置在铸件的大平面上,而设置在两侧面上。其次,若是实样模型,则在木模合适位置加设防变形筋。再次,板类铝铸件浇注后,待其冷却后才拆箱。
2.由于平面面积较大,在大平面上容易产生气孔和氧化夹杂,其解决办法为,一般情况下设计浇注位置时尽可能把要加工的大平面朝下放置,以使氧化夹杂不积聚此面。
3.由于壁厚较薄,筋板纵横交错,容易产生冷隔及浇不足缺陷,其解决的方法是如板类铝铸件较宽,一般将浇、冒系统设置在两侧面,浇道对准筋板位置,两个浇包同时浇注,以利充型。