仪器仪表应用广泛,覆盖了工业、农业、交通、科技、环保、、文教卫生、人民生活等各方面,在国民经济建设各行各业的运行过程中承担着把关者和指导者的任务。由于其地位、作用大,对国民经济有巨大倍增和拉动作用,有着良好的市场需求和巨大的发展潜力。
具体的需求对象可以从以下几个方面进行表述:
1、在人类社会进入知识经济时代、信息技术高速发展的背景下,仪器仪表及其测量控制技术日益广泛应用,给仪器仪表行业的发展提供了良好契机。仪器仪表是信息产业的源头和组成部分,是信息技术的重要基础。钱学森院士对革命有如下论述:革命的关键技术是信息技术,信息技术是测量技术、计算机技术、通讯技术三部分组成,测量技术则是关键和基础。 上也将信息技术生产行业定性为计算机、通讯、仪器仪表三个行业。
2、仪器仪表广泛应用于装备、改造传统产业的工艺流程的测量和控制,是现代化大型成套装备的重要组成部分,是信息化带动工业化的重要纽带。据有关资料显示,随着装备水平的提高,仪器仪表在工程设备总投资中的比重已达到18%左右;现代化的宝钢技术装备投资中,有1/3的经费用于购置仪器和自控系统。
3、研究和高产业的发展提高了对仪器仪表的需求,仪器仪表在实施科教兴国、知识创新和的过程中,正发挥重要的作用。各项的实验是不能离开仪器的,现代的进步也越来越依靠 仪器的发展。现代生物、医学、生态环境保护、新材料(纳米材料等)、现代农业的发展等,同样是建立在 仪器科技的发展基础上。
4、仪器仪表已成为现代建设技术装备的重要组成部分,我国航天工业的固定资产1/3是仪器仪表和计算机;运载火箭的仪器开支占全部研制经费的1/2左右;导弹的制导、控制,航天精纬测量和红外成像、高温实验设备等都是装备中的产品。
5、仪器仪表在探索人类社会可持续发展、抵御自然灾害、依法治国并实施有关法律(质量、商检、计量、环保等)的过程中作为重要实施手段和工业被普遍采用。
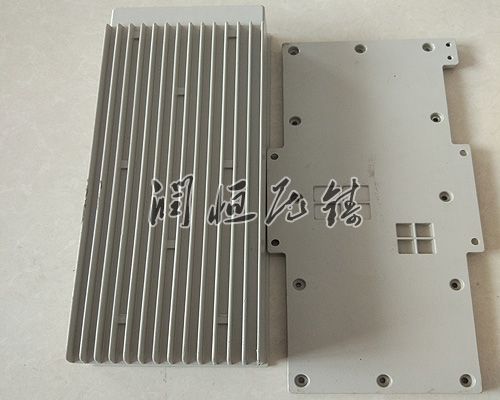
仪表配件是一种压力铸造的零件,是使用装好铸件模具的压力铸造机械压铸机,将加热为液态的铝或铝合金浇入压铸机的入料口,经压铸机压铸,铸造出模具限制的形状和尺寸的铝零件或铝合金零件。
铝压铸件需要定期的进行抛光打磨才可以的进行保养,因为铝压铸件在使用的时候会出现很多裂纹如果不合理的进行保养的话很容易造成铝压铸件出现断裂等现象,如何需要使用铝压铸件在拥有腐蚀性气体的环境中就需要对铝压铸件进行 的喷粪工艺,这样可以铝压铸件不会在这样的环境中出现被腐蚀严重的情况,而且根据使用的环境不同,需要选择不同的保养方法。
我们很多从事铝合金压铸件加工的企业都知道铝合金熔液的温度越高,其可以吸收的氢也就会越多;当铝合金溶液在700℃的时候,每100g铝里面氢的溶解度一般为0.5到0.9,而如果温度升高到850℃的时候,氢的溶解度能够增加2到3倍。当具有其他的含碱金属杂质的时候,氢在铝溶液里面的溶解度 是会显著的增加。
铸铝合金除去在熔炼的时候可以吸气以外,在浇入铸型的时候也会产生吸气的现象,当铸铝溶液在进入铸型里面的液态金属会随着温度的下降,气体的溶解度同样会下降,析出多余的气体,有一部分逸不出来的气体就会留在压铸件里面从而形成气孔,这就是我们从事铝合金压铸件加工企业中通常称的“针孔”。气体有的时候也会和缩孔结合在一起,铝液里面析出的气体同样可能留在缩孔里面。如果气泡在受热的时候产生的压力过大,则气孔的表面就会变的非常的光滑,孔的周围也会有一圈光亮层;假如气泡产生的压力比较小,那么孔里面的表面就会产生很多的皱纹,看上去就好像是“苍蝇脚”一样,如果通过仔细的观察时,又会发现具有缩孔的特征。铸铝合金液里面含有的氢量越高,压铸件里面产生的针孔也就会越多。铝合金压铸件里面的针孔不仅可以降低铝合金压铸件的气密性和耐蚀性,同时还会降低铝合金压铸件的力学性能。所以如果希望获得没有气孔或者气孔很少的铝合金压铸件,我们所提供的熔炼条件就显得尤为重要了。如果在熔炼的时候添加一些覆盖剂进行保护,那么合金的吸气量就会大为减少。同时如果对铝熔液进行精炼处理之后,也可以的对铝液里面的含氢量进行的控制。
在仪表配件压铸件的压射过程中,压射速度受压力的直接影响,又与压力共同对铸件内部质量、表面质量和轮廓清晰程度起着重要的作用。压室内的压射冲头推动金属移动时的速度称为压射速度(又称为冲头速度)。而压射速度分为两级,Ⅰ级压射速度亦称为慢压射速度,这级速度是指冲头起始动作直至冲头将室内的金属送入内浇口之前的运动速度,在这一阶段中要求将压室中的金属液充满压室,在既不过多地降低合金液温度又有利于排除压室中的气体的原则下,该阶段速度应尽量低,一般为0.3米/秒。Ⅱ级压射速度又称快压射速度。这个速度由压铸机的特性所决定。压铸机所给定的 高压射速度一般在4~5米/秒范围内,旧式的压铸机压射速度较低,而近代的压铸机则较高,甚至达到9米/秒。
一、快压射速度的选择考虑因素
1、模具温度高时,压射速度可适当减低,在考虑到模具热传导状况,模具设计结构和制造质量,以及提高模具寿命,亦可适当限制压射速度。
2、铸件质量要求:表面质量要求高和薄壁复杂件,采用较高的压射速度。
3、压铸合金的特性:熔化潜热、合金的比热、导热性和凝固温度范围。
二、快压射速度的作用和影响
提高压射速度,动能转化为热能,提高了合金熔液的流动性,有利于流痕、冷隔等缺陷,提高了机械性能和表面质量;但速度过快时,合金熔液雾状与气体混合,产生严重涡流包气,机械性能下降。