压铸件除富含游离硅之外,还有金属之间的多种化合物以及其他夹杂物。且因为压铸件安排疏松,因此有能够存在化学成分偏析不均匀等表象,一同在浇铸后冷却时未加工的面会构成细密的氧化膜。碱蚀时间短,则压铸件有能够不能 除尽,且因为碱蚀时铸铝的溶解速度比较快,碱蚀后往往会由此而构成压铸件的过腐蚀,然后致使公役规范的改动,甚至会构成商品作废。
鉴于上述这一状况的存在,可选用改动碱蚀程序来处置,即铸构成型后行碱蚀处置。按此工艺程序操作既可防止因碱蚀而致使制件作废等疑问的发作,又有利氧化后的表面质量。
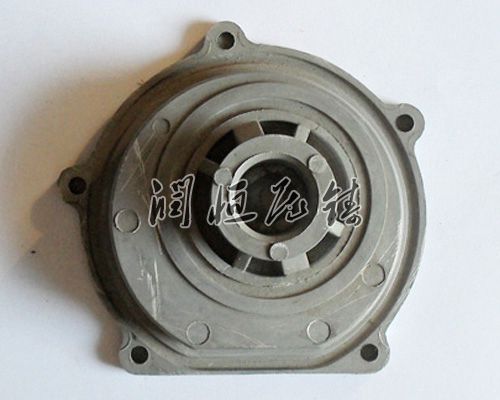
压铸件是指是采用铸造的加工方式而的纯铝或铝合金的设备器件。一般是采用砂型模或金属模将加热为液态的铝或铝合金浇入模腔,而的各种形状和尺寸的铝零件或铝合金零件通常就称为铝压铸件。
压铸件具有良好的铸造性能。由于熔点较低(纯铝熔点为660.23℃,铝合金的浇注温度一般约在730~750℃左右),故能广泛采用金属型及压力铸造等铸造方法,以提高铸件的内在质量,尺寸精度和表面光洁程度以及生产效率。铝合金由于凝固潜热大,在重量相同条件下,铝液的凝固过程时间延续比铸钢和铸铁长得多,放流动性良好,有利于铸造薄壁和结构复杂的铸件。
压铸件质量要求:
一、铸件不得有裂纹、冷隔、砂眼、气孔、渣孔、缩松和氧化夹渣等缺陷。
二、铸件的非加工表面应光洁、平正、铸字标志应清晰,浇、冒口清理后与铸件表面应齐平。
三、铸件应符合GB/T6414或GB/T11351的有关规定或按需方提供的图样或模样所要求的尺寸和偏差。
四、铸件不得用锤击、堵塞或浸渍等方法渗漏。
一、铸造速度:
压铸件铸造速度,它是与铸锭液穴成正比的。如果铸造速度增大,那么会使铸锭液穴与温度梯度增大,从而会在液穴底部出现液穴区段,产生较大的收缩应力, 终会增大出现铸锭热裂纹的几率,所以我们应控制好速度。
二、铸造温度:
良好的压铸件铸造温度,会使液体金属保持良好的流动性,从而减少组织应力,防止产生裂纹。一般铸造温度应根据材料种类和铸锭规格来进行确定。如果温度不合适,那么会增加内应力,使得铸件产生裂纹或者开裂。温度过低,也是不好的,因为这样会使铸锭表面产生冷隔、夹渣等缺陷,甚至裂纹, 严重的,则会使铸造无法继续进行下去。
三、液面高度:
液面的位置也很重要,如果过低,那么会使材料的热裂纹倾向增大,严重的话会影响铸造的进程。液面位置过高,则会加大铸锭的偏析程度,所以,要有合适的液面高度,过高过低都不行。