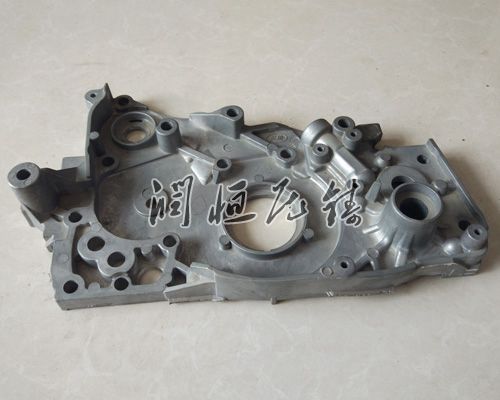
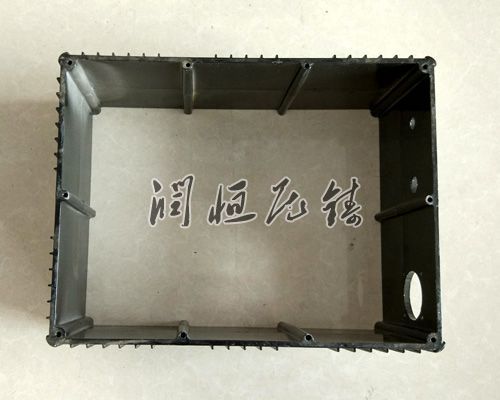
压铸件是一种压力铸造的零件,是使用装好压铸件模具的压力铸造机械压铸机,将加热为液态的铜、锌、铝或铝合金等金属浇入压铸机的入料口,经压铸机压铸,铸造出模具限制的形状和尺寸的铜、锌、铝零件或铝合金零件,这样的零件通常就被叫做压铸件。压铸件在不同的地方有不同的叫法,如压铸零件、压力压铸件、压铸件、压铸铝、压铸锌件、压铸铜件、铜压铸件、锌压铸件、铝压铸件铝压铸件、铝压合金压铸件、铝合金压铸零件等。
一、压铸件表面有缩孔
产生原因:由于金属铜、锌、铝及铝合金具有很好的流动性和可塑性,而且铸造加工是在有压力的压铸机中铸造,因此铝压铸件可以做出各种较复杂的形状,也可作出较高的精度和光洁度,从而很大程度的减少了铸件的机械加工量和金属铜、锌、铝或铝合金的铸造余量。压铸件工艺性不合理,壁厚薄变化太大。金属液温度太高。
经总结,具体的调整方案如下:
1、在壁厚的地方,增加工艺孔,使之薄厚均匀。
2、降低金属液温度。
二、压铸件外轮廓不清晰,成不了形,局部欠料
产生原因:
1、压铸机压力不够,压射比压太低。
2、进料口厚度太大;
3、浇口位置不正确,使金属发生正面冲击。
经总结,具体的调整方案如下:
1、 换压铸比压大的压铸机;
2、减小进料口流道厚度,不仅节约了电力、金属材料、还节约了劳动成本;
3、改变浇口位置,防止对压铸件正面冲击。
三、压铸件部分未成形,型腔充不满
产生原因:
1、铜、锌、铝及铝合金具有优良的导热性,较小的比重和高可加工性导致压铸模温度太低;
2、金属液温度低;
3、压机压力太小,
4、金属液不足,压射速度太高;
5、空气排不出来。
经总结,具体的调整方案如下:
1、提高压铸模,金属液温度;
2、 换大压力压铸机,这可以使得压铸件被广泛应用于汽车制造、内燃机生产、摩托车制造、电动机制造、油泵制造、传动机械制造、仪器、园林美化、电力建设、建筑装饰等各个行业。
3、加足够的金属液,减小压射速度,加大进料口厚度。
四、压铸件内有气孔产生
产生原因:
1、金属液流动方向不正确,压铸件型腔发生正面冲击,产生涡流,将空气包围,产生气泡。
2、内浇口太小,金属液流速过大,在空气未排出前过早地堵住了排气孔,使气体留在压铸件内。
3、动模型腔太深,通风排气困难。
4、排气系统设计不合理,排气困难。
经总结,具体的调整方案如下:
1、修正分流锥太小及形状防止造成与金属流对型腔的正面冲击。
2、适当加大内浇口。
3、改进模具设计。
4、合理设计排气孔,增加空气穴。
五、压铸件表面有裂纹或局部变形
产生原因:
1、顶料杆分布不均或数量不够,受力不均:
2、推料杆固定板在工作时偏斜,致使一面受力大,一面受力小,使产品变形及产生裂纹。
3、压铸件壁太薄,收缩后变形。
经总结,具体的调整方案如下:
1、增加顶料杆数量,调整其分布位置,使压铸件顶出受力均衡。
2、调整及重新安装推杆固定板。
六、压铸件表面有推杆印痕,表面不光洁,粗糙产生原因:
1、推件杆(顶杆)太长;
2、型腔表面粗糙,或有杂物。
经总结,具体的调整方案如下:
1、调整推件杆长度。
2、抛光型腔, 杂物及油污。