压铸铝散热器根据其对水质的适应程度,按水道的材料分为整体式(全铝)的和复合式(内衬钢管)两类。整体采用压铸工艺加工的压铸铝合金单片散热器为整体式;采用压铸铝加工,水流通道用钢管或不锈钢管制作的单片散热器为复合式。通俗的说,压铸铝复合式散热器是穿了铝合金外衣、增加了导热面积的钢制散热器。根据《采暖空调系统水质》 标准(GB/T29044-2012)的规定,整体式的水质PH值适用范围为6.5-8.5;复合式的水质适用范围为9.5-12.0.,同时整体式和复合式压铸铝散热器对水质氯根也有不同的要求。
散热器加工特点:
1.散热器加工可以实现多样化的展示效果,长度可根据客户想要的尺寸任意切割。
2.因为使用工业铝型材的机件在全部制作过程中没有热焊接,故而各部件可很方便的拆卸,所有材料及附件都可重复使用;而传统材料由于切割变形与高额拆解成本等原因事实很少重复使用。
3.因为制作过程简单,可以节省大量工时成本;特别是在由于制作错误而返工时,比起使用传统材料可节省几倍的工时。
4.于制作铝型材散热片过程没有经历热焊接,材料无变形,所以装配;而使用热焊接的传统材料则会不可避免的要出现变形,从而影响了 终装配精度。
压铸铝散热器有如下特点:
1)、 设计不熏墙,热量传递。铝的导热系数为237W/MK,铁为80W/MK;材料本身的高导热系数和散热器片的 设计,同传统散热器相比不仅每片的散热量增加,而且不熏墙,减少了消费者的烦恼,提高了舒适度,节省了室内空间面积。而且是低温采暖的 产品。
2)、欧式设计,外观简约典雅; 集功能性与装饰性于一身。同传统散热器相比,消费者不必再安装格栅来增加美观,降低了装修成本,增加了房间面积。
3)、散热器体表挥发,对环境和人体无危害。据 散热器质量监督检验中心同 散热器委员会对该公司进行推荐产品的检测报告中表明,在对该公司产品“散热器表面释放到空气中污染物限量”指标的检测,要求甲醛≦0.03,实际值为≦0.017;要求苯≦0.04,实际值为≦0.001;要求甲苯≦0.07,实际值为≦0.006;要求二甲苯为≦0.07,实际值为0.004;总挥发性化合物(TVOC)为≦0.20,实际值为≦0.017。由此我们可以说,该公司生产的产品,在使用过程中挥发。对人体和环境无危害,是环保 的绿色产品。
4)、模块工艺,根据需要随时任意进行拆装。消费者可以根据自己对房间温度的需要,增加或者减少散热器片的数量,来提高舒适度。
5)、水道隐蔽,表面温度不高, 性。该产品的一个主要特点就是其在结构上,水道在中间,外露的部位主要是散热翼和通风口。水道的温度传导到散热翼后,表面温度不高,不会使人, 性。
6)、水容量合理、水阻小、循环快、加热快、能耗低。“水容量/散热量”比值小的散热器,升温快、、节能。
7)、适应范围广泛。不同水质,选用不同材质水道的产品。根据我国目前的水质条件,压铸铝整体式散热器适合于分户采暖。
8)、航空用铝,一次压铸成形,无焊点腐蚀。该产品所使用的合金铝是和航空、汽车零件的材料一样的ADC12;有铜、硅、锰、锌、铁等十几种元素按配比要求加入到A00铝中熔炼而成。该产品的另一个重要原因就是产品无焊点。“千里之堤,溃于蚁穴”,这个产品结构和工艺,从根本上解决了传统的有些产品的焊点多、原材料冷压疲劳所导致的产品薄弱点漏水问题。
9)、将试压(检验)列为 的制造工序;行业标准规定该类产品工作压力不大于1.0MPs。该产品在制造环节要在2.0 MPs的状态下经过三次打压工序,产品质量。
10)、电泳打底,户外塑粉涂装; 保持 变色。该公司在行业里将电泳的工艺引入压铸铝散热器的制造过程,并且电泳漆是从意大利直接采购,塑粉是荷兰企业户外粉,不仅环保不污染,而且光滑不变颜色。优良的涂装材料和的涂装工艺,了产品的 和美观。
11)、机械组装,扭力均衡, 。采用全自动组装机来完成组装,使每片的连接锁紧力均衡,不漏水。
12)、材料可回收,产品可折旧 换,使消费者价值增值。
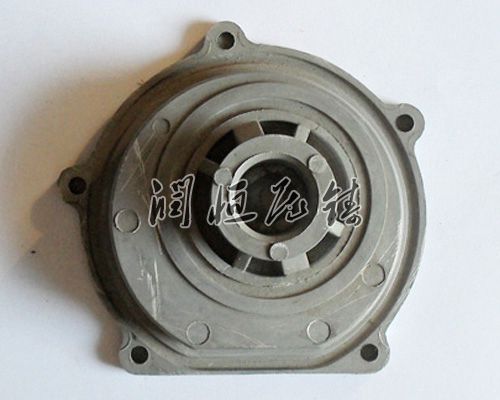
压铸件的特点:
(1) 产品质量优良:压铸件的尺寸 ,表面粗糙度高、互换性好、加工余量少。
(2)生产效率稳定,生产过程容易实现机械化和自动化。一般冷压室压铸机每八小时可压铸600~700次,根据压机和产品的不同,一幅压铸模中的型腔可以数个。也就是俗语所说的“一出二”或“一出几”。
(3)产品组织致密,具有较高的强度、硬度。压铸工作时铝液是在压力下凝固的,又因高速充填,冷却速度,使产品表面生成一层冷硬层(约0.3~0.8 mm),该层的金属晶粒细小,组织致密,坚实。
(4) 适应范围较广,在压铸件的特定部位上可以直接嵌入所需的其他材料的制件,例如双金属采暖散热器的钢管等嵌件以满足要求,增加了压铸件的适用范围。
(5)技术要求高、经济投入大。压铸工艺适用于大批量生产。由于压铸机价格高,压铸模制造费用、维修费用也比较高,不宜小批量生产。