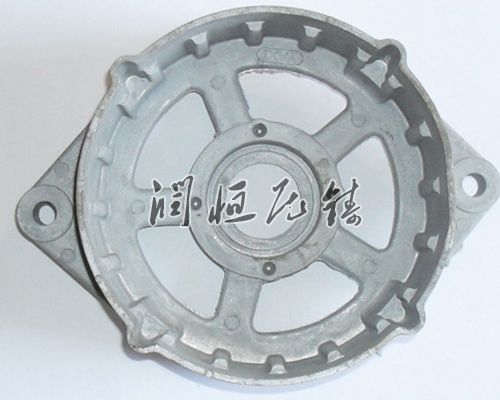
压铸铝件由于多种因素影响,常常会出现气孔、针孔、夹渣、裂纹、凹坑等缺陷。常用的修补设备为氩弧焊机、电阻焊机、冷焊机等。对于质量与外观要求不高的铸件缺陷可以用氩弧焊机等发热量大、的焊机来修补。
压铸铝件在生活中的作用是很显著的,由于压铸件优势,现在很多都在使用压铸件,无论是汽车、摩托车还是家电或是五金制品等,都是离不开压铸件的。压铸件在生活中的作用是很显著的,由于压铸件优势,现在很多都在使用压铸件,无论是汽车、摩托车还是家电或是五金制品等,都是离不开压铸件的。
压铸铝件铸造的质量要求:
1、铸造速度:压铸件铸造速度,它是与铸锭液穴成正比的。如果铸造速度增大,那么会使铸锭液穴与温度梯度增大,从而会在液穴底部出现液穴区段,产生较大的收缩应力,终会增大出现铸锭热裂纹的几率,所以我们应控制好速度。
2、铸造温度:良好的压铸件铸造温度,会使液体金属保持良好的流动性,从而减少组织应力,防止产生裂纹。一般铸造温度应根据材料种类和铸锭规格来进行确定。如果温度不合适,那么会增加内应力,使得铸件产生裂纹或者开裂。温度过低,也是不好的,因为这样会使铸锭表面产生冷隔、夹渣等缺陷,甚至裂纹,严重的,则会使铸造无法继续进行下去。
3、液面高度:液面的位置也很重要,如果过低,那么会使材料的热裂纹倾向增大,严重的话会影响铸造的进程。液面位置过高,则会加大铸锭的偏析程度,所以,要有合适的液面高度,过高过低都不行。
4、铸件不得有裂纹、冷隔、砂眼、气孔、渣孔、缩松和氧化夹渣等缺陷。
5、铸件的非加工表面应光洁、平正、铸字标志应清晰,浇、冒口清理后与铸件表面应齐平。
6、铸件应符合GB/T6414或GB/T11351的有关规定或按需方提供的图样或模样所要求的尺寸和偏差。
7、铸件不得用锤击、堵塞或浸渍等方法渗漏。
压铸件的整体或局部几何形状和设计与生产出来的成品不匹配,就称为变形。
发生变形的原因有几个:
1、压铸件结构设计不,不均匀收缩引起的;
2、压铸模具温度高,本身模具的硬度不够,冷却时间不足;
解决方案:
1、制件结构,使模具的内壁厚度增加;
2、增加冷却时间,降低模具温度;
3、模具的位置调整,3、模具设置位置不合理、偏转;
4、压铸制件有粘模;
5、腔的不同部分之间的温差很大,冷却实施不均匀。顶出平衡;
4、粘模;
5、压铸件模具温度的控制合理,腔的总体温度几乎平衡。